

智能化生產線由哪些部分組成?
2023-04-20
來源:數字化企業
在整個自動化生產線中,其具體組成所包括的內容共有13個部分,主要為各個功能站點、不同功能模塊、傳感器、電磁閥及進出口接口等相關內容。其中,功能站點主要包括工料站、加工站、裝配站與搬運站、成品分揀站;在各種不同模塊中,共包括5種類型,分別為變頻器模塊、電源模塊、PLC模塊與按鈕模塊、電機驅動模塊。在對這些部分進行集成的基礎上,自動化生產線不但能夠實現上下料及加工,同時還能夠完成裝配、分揀以及輸送等相關內容。

智能車床及車削中心作為單機產品,能夠滿足一般小型簡單零件的生產制造,然而隨著工業生產模式向自動化和柔性化轉型升級,傳統的流水線作業已經無法滿足現有高精度、高效率、高柔性的生產要求,因此,基于智能機器人和智能車床、智能車削中心發展起來的智能車削生產線,將會成為生產自動化的主要發展方向。智能車削生產線涉及生產線總控、質量檢測、搬運機器人、加工機床、物流運輸線、生產管理和成品倉儲等設備,每一臺設備都是智能車削生產線中的重要組成部分。由多條智能生產線,通過進一步的系統集成,將能夠形成數字化車間和數字化工廠,實現整個工廠的自動化和智能化。
智能生產線總體布局
圖1所示是一條典型的智能車削生產線,主要完成零件從毛坯到成品的混線自動加工生產。車削生產線由產線總控系統、在線檢測單元、工業機器人單元、加工機床單元、毛坯倉儲單元、成品倉儲單元和RGV小車物流單元組成,加工設備采用陜西寶雞機床集團有限公司生產的CK系列智能機床,該機床裝載了寶雞B80智能數控系統。

圖1 智能車削生產線
1)總控系統和檢測單元
圖2所示為陜西寶雞機床集團有限公司設計的典型總控系統,由室內終端和現場終端兩部分組成。室內終端配備多臺顯示器及數據庫,數據庫負責接收整個生產車間傳輸過來的制造生產大數據,顯示器用于用戶車間現場各項狀態的顯示,包括設備運行狀態、零件加工狀態、物流情況、人員狀況以及用戶車間現場溫度、濕度等環境信息,高層管理人員在室內終端可以非常方便、直觀清晰地查看現場的各項狀況。在用戶生產車間中,配備現場終端,用于控制整個生產線的現場運行,完成設備基礎數據的采集、分析、本地和遠程管理、動態信息可視化等操作。現場終端配備顯示器,通過顯示器可以清晰方便地查看用戶車間的各項狀態,包括設備監控、生產統計、故障統計、設備分布、報警分析、工藝知識庫等。現場終端可以添加生產管理看板、實現加工程序的上傳下載、人員刷卡身份識別以及生產任務的進度統計與分析等功能,可以通過有線、Wi-Fi、2G/3G/4G/5G等多種接入方式進行現場數據的采集與傳輸,搜集到的相關制造大數據可通過互聯網傳輸到用戶室內終端的SQLServer數據庫中,通過終端計算機與室內終端進行數據交互。

圖2 總控系統
圖3所示是典型的在線檢測單元,由工業機器人、末端執行器和多源傳感器等組成。物流系統將成品運輸到指定位置之后,工業機器人將整個檢測單元移動到指定工位上,通過視覺相機對待檢測零件進行拍照識別和定位,工業機器人再次調整自身位置,使整個檢測單元對準待檢測部位。

圖3 在線檢測單元
其中,識別與定位完成之后,由末端執行器負責待檢測零件的抓取,通過工業機器人將零件轉移到檢測臺上的指定位置,由檢測臺上預先配備的多源傳感器對待檢測零件的孔徑、窩深、曲率、粗糙度、齊平度等精度指標進行在線檢測,也可以通過智能算法對零件進行自動測量和自動分類,將不同類型的零部件轉移到不同的物流線上,完成零件的自動分類操作。檢測單元通過互聯網可以將檢測結果返回給總控系統,操作人員通過室內總控系統或者現場總控系統的終端電腦和顯示器可以直接觀看到零件的檢測結果,符合檢測要求的,直接進行下一工位操作,不符合要求的,在顯示器上顯示不合格提醒,由操作人根據零件的不合格程度進行判定與決策。在檢測完成之后,末端執行器抓取已檢測零件,工業機器人將已檢測零件轉移到物流系統上,由物流系統運送到下一工位進行處理。
2)工業機器人和車削機床單元
圖4所示是陜西寶雞機床集團有限公司設計制造的加工模塊,由工業機器人和車削機床兩部分組成。其中,工業機器人負責待加工零件的移動和抓取,車削機床為智能機床,能夠保證高精度和加工效率。

圖4 加工模塊
物流配送系統將毛坯零件或者半成品零件運輸到指定工位之后,由工業機器人抓取毛坯零件或者半成品零件,將其放入智能車削機床中,輔助機床完成待加工零件的裝夾工作。對于雙工位車削機床,在其中一臺智能車床完成車削工作之后,由工業機器人將半成品零件轉移到另外—臺智能車床中完成下一工位的加工。待所有的加工工作完成之后,由工業機器人將成品零件抓取轉移到物流系統中,由物流系統將零件轉移到下一工位。
車削機床配備了智能健康保障功能、熱溫度補償功能、智能斷刀檢測功能、智能工藝參數優化功能、專家診斷功能、主軸動平衡分析和智能健康管理功能、主軸振動主動避讓功能和智能云管家功能[3]。智能機床的主要作用是與工業機器人配合完成不同階段的加工生產任務,同時保證零件加工生產的效率和精度。用戶可以根據生產車間需要,將智能機床更換為不同檔次的機床,如高速車削機床、精密車削機床和加工中心等,也可以根據自身需要增加或減少相應的智能化功能,以組成最適合企業生產需求的車削生產線。
3)物流與成品倉儲單元
圖5所示是陜西寶雞機床集團有限公司設計和生產的典型物流單元,由工業機器人、末端執行器、RGV小車、零件托運工裝和行走軌道組成,主要實現機床加工零件的轉移運輸工作。在用戶車間中,根據生產任務的需求,智能生產線可以選擇配備單條或者多條物流生產線。機床較少或者加工任務較為簡單的智能車削生產線,可以采用單物流線模式,完成上料、轉移和下料等操作;機床任務較多或者加工任務較為復雜的情況,為了避免物流系統的任務繁雜和沖突,可以配備兩條或者多條物流線,一條用于毛坯零件或者半成品零件的上料,—條用于中間過程的轉運,—條用于成品零件的下料。對于加工場景較為簡單的智能車削生產線,工業機器人可以固定不動,即可完成零件的裝夾和取放;對于較為復雜的智能車削生產線,可以再單獨配備移動機器人,在行走軌道上進行零件的分配、抓取和釋放工作。各工位之間的零件轉移由RGV小車完成,通過自動編程,RGV小車能夠在指定時間內準確無誤地到達預定的位置,以保證工業機器人能夠順利識別并抓取零件。RGV小車上配備零件托運工裝,用戶車間可以根據加工零件的大小及尺寸,配備不同的工裝,待工裝各位置已裝滿足夠的毛坯零件或者成品零件后,RGV小車運行,完成相應的上料、轉運和下料工作。

圖5 物流單元 圖6成品倉儲單元
圖6所示是陜西寶雞機床集團有限公司設計和生產的典型成品倉儲單元,由倉儲柜、工業機器人、末端執行器、行走軌道組成。零件在完成加工之后,由RGV小車將成品零件轉運到下料區,工業機器人移動到下料區,末端執行器根據成品零件編號,將成品零件進行抓取,再由工業機器人將成品零件轉移到倉儲柜的指定位置。末端執行器需要各用戶單位根據加工零件的形狀、尺寸進行特殊設計,以滿足不同零件的抓取工作。倉儲柜由大小相同的獨立小柜構成,各小柜之間可以快速地拼接和拆分。對于固定式工業機器人,用戶車間應當根據工業機器人的最大工作高度和最大工作范圍,自行調整設計倉儲柜長度和高度。配備行走軌道的工業機器人,成品倉儲柜可以設計得相對長一些。機器人通過行走軌道,能夠增加工作覆蓋范圍,行走軌道可以根據需求,設置為直線形或者環形。對于有多個倉儲柜的用戶車間,或者有不同零件分類的成品倉儲柜,用戶單位也可以調整行走軌道的長度和形狀,如環形軌道就能使一臺機器人對應多個成品倉儲柜,實現—臺機器人多服務,提高機器人利用率。成品物流倉儲柜數量較多的時候,應當增加行走軌道的長度,或者配備兩個及以上的工業機器人以保證物流的效率。需要注意的是,行走軌道長度設計要考慮機器人的行走時間,不能設計得過長,如果機器人行走時間過長,則可能導致物流配送效率低,造成成品零件在下料區出現堆積,產生零件碰撞等意外,這樣反倒增加了生產風險,同時也降低了工作效率。
機床控制器的控制層級
人工智能與計算機技術的結合,極大地推動了數控系統的智能化程度,主要體現在數控系統中的各個方面:
(1)應用前饋控制、在線辨識、控制參數的自整定等技術提高驅動性能的智能化;
(2)利用自適應控制技術實現加工效率和加工質量的智能化;
(3)應用專家系統等智能技術實現故障診斷、智能監控等加工過程控制方面的智能化。
制造過程中,機床控制器的控制層級可以劃分為圖7所示的3個層級,包括電機控制層級、過程控制層級和監督控制層級。其中,電機控制層級可以通過光柵、脈沖編碼器等機床檢測設備實現機床的位置和速度監控;過程控制層級主要包括對加工過程中的切削力、切削熱、刀具磨損等進行監控,并對加工過程參數做出調整;監督控制層級是將加工產品的尺寸精度、表面粗糙度等參數作為控制目標,以提高產品的加工質量。
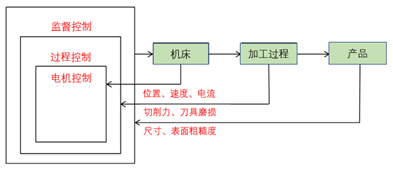
圖7 機床控制器的控制層級
1)智能化加工控制國外發展趨勢
? 智能控制策略研究:在神經網絡控制加工領域,專家提出了一種粒子群驅動的魚群搜索算法,用來優化數控機床加工參數。神經網絡需要進行過程迭代、收斂受網絡復雜度的影響要花費一定時間的問題,為了解決這一問題,提出了基于神經網絡和遺傳算法的混合方法以減少神經網絡的計算復雜度和時間消耗,并對平面加工的特征識別進行模擬實驗,證明其可行性。有人提出了一種基于遺傳算法,適用于求解細小的切削力預測模型,該模型可以實現對切削力的預測和對切削參數的優化。
? 加工過程的監控應用:監控監測加工過程中的不正常現象,進而采取停止加工過程、調整加工過程參數(如主軸轉速)以避免機床破壞。加工過程的不正常現象可能是漸進產生的,如刀具磨損;也可能突然產生,如刀具破損;或者可以預防,如振動或顫振。
2)智能加工控制國內發展趨勢
在智能化控制下,自動化系統能夠主動對故障進行檢修,因為自動化系統在應用過程當中能夠很好地將所有的機器通過計算機語言聯系在一起,并產生一個具有聯動性的處理系統。根據采用的傳感器、控制方法和控制目標的不同,對加工過程監控的研究主要集中在以下幾個方面:
①通過對刀具磨損的研究,實現加工狀態監控;
②通過對測力儀或測量電機電流等間接方式獲得的切削力的研究,對加工過程狀態進行改進;
③CAM領域的離線參數優化研究;
④智能加工控制算法仿真研究等。
數控機床全生命周期管理服務平臺
智能制造是面向產品全生命周期,實現泛在感知條件下的信息化制造。數據和信息是智能制造中流動著的“血液”,數字化將數據轉變成信息,通過網絡化和智能化決策創造出有用的價值,因此,智能產品制造都是由數據驅動的。產品全生命周期建檔分為4個階段。
①部件生產階段:采購環節數據、生產環節數據、測試入庫記錄;
②配套產品入庫階段:配套產品入庫檢測記錄、配套產品采購訂單信息;
③機床整機調試階段:機床制造過程數據、機床出廠測試調機數據、機床出廠記錄;
④機床交機階段:用戶開機、調機數據記錄、自主維修、—鍵報修、用戶維修記錄、用戶使用過程數據。
數控機床全生命周期管理服務平臺應用物聯網、云服務、大數據等關鍵技術,采集數控機床從設計、加工到機床整機調試,用戶交機使用等全生命周期數據,建立機床檔案數據庫,進行全生命周期信息追溯,為用戶提供遠程設備監控、生產統計管理、設備運行維護等服務。圖8所示為陜西寶雞機床集團有限公司的寶雞云(BOCHICLOUD)技術架構。寶雞云的核心亮點是其運維服務功能:
(1)故障案例知識庫:為用戶提供故障解決方案;
(2)故障報修:設備故障在線報修、報修訂單及時派遣、工程師快速跟進等;
(3)定期保養:跟蹤設備全生命周期性能變化,提供定制化保養計劃;
(4)預測性維護:預測設備潛在的故障風險并及時備件。
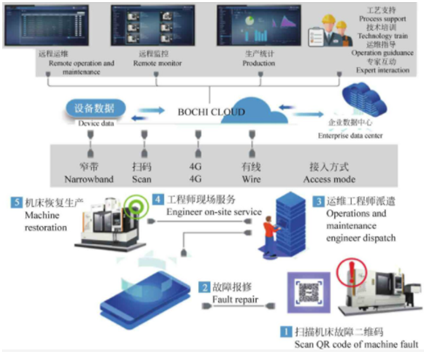
圖8 BOCHICLUD技術架構
數字化生產線系統集成
隨著集成控制系統技術的快速發展,自動化生產線向著更高的自動化和集成化方向發展。生產線集成控制是通過某種網絡將其中需要連接的智能設備進行組網,使之成為一個整體,使其內部信息實現集成及交互進而達到控制目的。生產線集成控制的種類有設備集成和信息集成兩種。設備集成是通過網絡將各種具有獨立控制功能的設備組合成一個有機的整體,這個整體是一個既獨立又關聯而且還可以根據生產需求的不同而進行相應組態的集成的控制系統。信息集成是運用功能模塊化的設計思想實現資源的動態調配、設備監控、數據采集處理、質量控制等功能,構成包括獨立控制等處理功能在內的基本功能模塊,各個功能模塊實現規范互聯,構造功能單元時采用特定的控制模式和調度策略,達到預期的目標,進而實現集成控制。
傳統的自動化企業專注于設備級的自動化實現,但對上層SCADAMES/ERP等系統不熟悉,致使忽視生產線信息的數字化獲取及生產信息的橫向、縱向流動。MES/ERP等軟件系統企業專注于上層系統級的數據分析與調配控制,對于底層型號各異的執行設備和控制器等硬件設備以及控制方式難以涉及,影響信息縱向流動。通過數字化測量實現制造信息(關鍵參數)的數字化獲取及流轉,可打通上層系統與底層生產線之間的阻隔,釋放已有的優質生產力,加快我國制造業發展進程。通過集成工裝設計、制造、管理技術,構建工裝數字化生產線,實現工裝研發過程各環節數據流的暢通,才能充分發揮數字化技術在工裝研發過程中的作用,從而提高工裝制造精度和效率,縮短研制周期,降低研制成本。
生產線集成控制是將通信、計算機及自動化技術組合在一起的有機整體。為了使生產線中各設備和分系統能夠協調工作,系統采用PLC及其分布式遠程I/0模塊實現生產單元的“集中管理、分散控制”;同時PLC接收來自上位MES系統的管理,包括操作人員信息核對、產品控制、物料管理等信息。生產線控制系統結構如圖9所示,通信內容包括操作人員身份識別、生產線線體狀態、機械手信息、機器人信息、工件加工信息、機床工作狀態及各種故障信息等。

圖9 生產線控制系統結構示意圖
控制系統硬件組態如圖10所示,采用PROFINET網絡與底層的現場IO設備通信, IO設備包括IM151-3PN現場模塊、ET200ecoPN輸入輸出模塊、RF180C通信模塊等具有以太網功能的模塊。為了與車間其他單元PLC系統數據共享,控制系統還配備了工業級PN/PN耦合器,通過該網橋,可以實現自動生產線與車間其他PLC系統之間的信息交互。同時,為了保證生產的可靠性,在各單元的控制器間采用光纖環網連接,一旦MES系統出現故障,控制系統可以脫離MES系統正常運行。

圖10 控制系統硬件組態
- 推薦
- 案例
- 制造
- CEO
- CTO
- 戰略
- 研發
- 生產制造
下一篇




推薦

11月28日-30日,中國數字化年會將于成都正式開幕,本屆年會以數智萬象 無界新生”為主題,設置2場主論壇、1場高峰論壇、5場專題論壇、4項特色活動、2場頒獎典禮等14項活動,以及2天數字化轉型供需對接展。

零次方科技發布了其首款人形機器人,可以在多種不規則路面、復雜地形中長時間穩定行走,且具備優秀的抗干擾性能,即使受到各方向的強沖擊也能保持穩定站立。

近日,第四屆“青年科學家502論壇”在南方科技大學舉行,美國國家工程院外籍院士沈向洋做了《通用人工智能時代,我們應該怎樣思考大模型》的主題演講,并給出了他對大模型的10個思考。
深度解析Meta Reality Labs的生態布局
TeleAI 李學龍團隊提出具身世界模型

2024 年 10 月 14 日,第 44 屆中東海灣信息技術展(GITEX Global)在阿聯酋迪拜開幕。紫光股份旗下新華三集團重磅亮相展會,以"精耕務實,為時代賦智慧"為主題,全面展示了公司"云-網-安-算-存-端"的全棧技術能力與國際生態合作成果。


 15355
15355 15283
15283 17671
17671 16758
16758 15110
15110 13853
13853




我要評論